Введение
Современное производство из пластмасс требует надежных способов соединения деталей. Традиционные методы, такие как клеи или механические крепежи, не всегда обеспечивают достаточную прочность и герметичность. Клеевые соединения со временем могут разрушаться, а механические крепления увеличивают вес и требуют дополнительных деталей. В отличие от них сварка термопластов создает монолитное соединение на молекулярном уровне, благодаря чему сварные швы существенно прочнее склеек или заклепок.
Сегодня существует несколько технологий сварки пластиков, каждая из которых подходит для определенных задач. В обзоре рассмотрим основные методы сварки термопластичных материалов, уделив особое внимание двум наиболее востребованным в промышленности технологиям: ультразвуковой и вибрационной сварке. Эти высокотехнологичные процессы уже более полувека применяются по всему миру и постоянно совершенствуются лидерами отрасли (например, Branson – подразделение Emerson с 75-летним опытом).
Мы рассмотрим примеры применения этих технологий за рубежом и в России, а также вопросы их интеграции в автоматизированные линии.
Основные методы сварки пластмасс (обзор)
Сварка пластмасс – это процесс неразъемного соединения двух совместимых термопластичных деталей путем их нагрева и сплавления под давлением. В отличие от металлов, для термопластов разработано несколько специализированных методов нагрева, каждый из которых имеет свои преимущества:
- Ультразвуковая сварка: генерирует тепло при помощи высокочастотных механических колебаний – один из самых быстрых и чистых методов, о котором подробно расскажем далее.
- Вибрационная (фрикционная) сварка: нагрев достигается за счет трения – эффективна для крупногабаритных и сложных по форме деталей, подробнее рассмотрим ниже.
- Сварка горячей пластиной: нагрев производится контактом деталей с разогретой плитой, затем расплавленные поверхности сжимаются. Метод подходит для крупных плоских деталей из любых термопластов (особенно из полипропилена и полиэтилена) и обеспечивает прочные герметичные швы.
- Инфракрасная сварка: вариация контактной, где детали разогреваются инфракрасным излучением без прямого контакта. Это уменьшает загрязнение поверхности нагревателем и облегчает сварку очень чистых или хрупких деталей.
- Ротационная сварка (спиновая): используется для круглых или осесимметричных деталей. Одна деталь вращается относительно другой, создавая трение и расплав. Метод прост и энергоэффективен, не требует расходных материалов, но применим только если хотя бы одна деталь имеет круглое сочленение.
- Лазерная сварка: применяет сфокусированный лазерный луч для локального плавления пластика по линии шва. Обычно одна деталь должна пропускать лазер, а другая – поглощать. Лазерная сварка обеспечивает высокую точность и чистоту (без вибраций и частиц), что востребовано, например, в электронной и медицинской промышленности.
- Другие методы: существует также ультразвуковая сварка точечная (для локальных швов на крупной детали); сварка горячим газом (горячим воздухом или азотом, чаще применяется вручную для листовых пластмасс и труб); сварка с применением растворителей (химическое сплавление, как при склеивании ПВХ-труб) и др. Однако эти методы используются реже в массовом производстве.
Каждая технология имеет свою нишу, и выбор зависит от материала деталей, их размеров, формы шва, требований к прочности и герметичности, а также от объемов производства. Ниже мы подробно остановимся на ультразвуковой и вибрационной сварке, как на наиболее универсальных и широко используемых способах соединения пластиковых изделий.
Выбор метода зависит от формы деталей, материала и требований к прочности. Для массового производства чаще всего выбирают ультразвуковую и вибрационную сварку.
Выбор метода зависит от формы деталей, материала и требований к прочности. Для массового производства чаще всего выбирают ультразвуковую и вибрационную сварку.
Ультразвуковая сварка пластмасс
Как это работает
Ультразвуковая сварка – один из самых популярных и эффективных методов соединения термопластичных материалов. Процесс основан на преобразовании электрической энергии в механические колебания ультразвуковой частоты (обычно 20–40 кГц).
Эти высокочастотные колебания через акустическую систему (генератор – преобразователь – усилитель) передаются на рабочий инструмент – сонотрод, который контактирует с поверхностью пластиковой детали. Колебания сонотродом вызывают микроскопические вибрации деталей, за счет которых на интерфейсе двух свариваемых поверхностей возникает тепло трения .
Пластик в зоне контакта разогревается до пластичного состояния и начинает плавиться. Затем ультразвуковое воздействие прекращается, и под кратковременным давлением расплавленные кромки сплавляются в монолитный шов при охлаждении. Весь цикл занимает доли секунды – обычно 0,1–1,0 сек. на одну сварку.
Эти высокочастотные колебания через акустическую систему (генератор – преобразователь – усилитель) передаются на рабочий инструмент – сонотрод, который контактирует с поверхностью пластиковой детали. Колебания сонотродом вызывают микроскопические вибрации деталей, за счет которых на интерфейсе двух свариваемых поверхностей возникает тепло трения .
Пластик в зоне контакта разогревается до пластичного состояния и начинает плавиться. Затем ультразвуковое воздействие прекращается, и под кратковременным давлением расплавленные кромки сплавляются в монолитный шов при охлаждении. Весь цикл занимает доли секунды – обычно 0,1–1,0 сек. на одну сварку.
Преимущества
- Высокая скорость и производительность. Ультразвуковая сварка осуществляется практически мгновенно – за считанные секунды или даже меньше. Это значительно ускоряет сборочные операции по сравнению с клеем или горячей сваркой, что критически важно в массовом производстве.
- Прочность и качество соединения. В результате сварки образуется прочный межмолекулярный шов без дополнительных материалов. Сваренные детали фактически превращаются в единое целое без слабых зон, характерных для склеивания. Правильно выполненный ультразвуковой шов часто не уступает цельнолитой детали по прочности.
- Чистота и отсутствие расходников. Метод не требует ни клеев, ни флюсов, ни крепежей – только сами пластиковые детали. Шов получается чистым, без посторонних включений, процесс не образует дыма или токсичных испарений. Это экологично и избавляет от затрат на расходные материалы и вентиляцию.
- Точность и повторяемость. Ультразвуковые системы позволяют тонко контролировать параметры (амплитуду, мощность, время) и обеспечивают стабильно высокое качество шва от детали к детали. Современные установки (например, серия Branson GSX) оснащены электроникой для точного контроля энергии и адаптации к мелким допускам в изделиях. Сварка происходит локально, не нагревая всю деталь, что минимизирует деформации.
- Энергоэффективность. Ультразвуковой метод очень экономно расходует энергию: нагрев происходит только за счет внутреннего трения на стыке, без длительного разогрева нагревателей. Нет фаз прогрева/остывания оборудования, как в горячей плите, поэтому время цикла минимально.
- Легкость автоматизации. Компактные ультразвуковые головки легко встраиваются в сборочные линии, в том числе роботизированные комплексы. Отсутствие открытого пламени и высоких температур вокруг упрощает интеграцию в конвейер – ультразвуковые модули успешно работают как самостоятельные станки, в составе полуавтоматов, и на концах робот-манипуляторов.
Ограничения и особенности
Несмотря на универсальность, ультразвуковая сварка подходит не для всех случаев.
- Материалы деталей должны быть термопластичными и совместимыми (лучше всего свариваются одинаковые или близкие по составу пластики). Некоторые трудно сваримые полимеры (например, полипропилен без добавок, особенно с высокой влажностью или наполнителями) требуют специальной настройки или предварительной подготовки, иначе сварной шов может получиться слабым. Ультразвук подходит для небольших соединений и требует термопластичных материалов. Крупные панели или баки этим способом не свариваются, а оборудование требует первоначальных вложений.
- Ультразвук эффективно работает для относительно небольших по площади соединений. Размер сварного шва обычно ограничен рабочей поверхностью сонотродов – стандартные преобразователи способны охватить зону порядка 100–150 мм. Поэтому очень крупные детали (габаритные панели, баки и т.п.) целиком ультразвуком не сварить – они требуют либо разбивки на сегменты шва, либо применения других технологий.
- Форма соединения играет роль: ультразвуковой метод лучше всего подходит для соединений внахлест или с конструктивно предусмотренным энергопроводящим элементом (небольшим ребром на контактной поверхности, которое первым расплавляется и инициирует сварку). Стык встык или Т-образные швы ультразвуком выполнить затруднительно.
- Ультразвуковое оборудование – высокотехнологичное, поэтому изначальные инвестиции в качественный сварочный пресс и генератор могут быть ощутимыми. Тем не менее в условиях серийного производства затраты быстро окупаются за счет скорости и отсутствия расходников.
Применение ультразвуковой сварки
- В автомобилестроении ультразвуком сваривают элементы интерьера, панели приборов, пластиковые крепежи, а также мелкие компоненты светотехники и электроники автомобиля.
- В электронике и телекоммуникациях ультразвуковая сварка герметично закрывает корпуса приборов, аккумуляторные блоки, датчики, соединяет половинки пластиковых разъемов.
- В производстве медицинских изделий и упаковки она применяется для стерильной запайки контейнеров (например, блистеров для препаратов, фильтров, одноразовых шприцев), изготовления масок и пластиковых деталей медтехники – без клея и загрязнений.
- В сфере потребительских товаров ультразвуком собирают корпусные детали бытовой техники, игрушки, элементы мебели и др., получая прочные невидимые швы.
Фактически, ультразвуковая сварка универсальна: её применяют от автоиндустрии до текстиля, где с помощью ультразвука даже режут и спаивают синтетические ткани и нетканые материалы (например, при производстве фильтров и средств гигиены).
Важно отметить, что технология не стоит на месте. Классический ультразвуковой метод постоянно улучшается: появляются новые цифровые генераторы с точной поддержкой амплитуды колебаний, системы адаптивного управления энергией, позволяющие сваривать даже сложные узлы с электронными компонентами.
Вибрационная сварка пластмасс
(линейная и круговая)

Вибрационная сварка (ее еще называют фрикционной линейной сваркой) – метод соединения пластиковых деталей за счет механического трения на плоскости шва.
В отличие от ультразвука, здесь используются низкочастотные колебания большой амплитуды.
В отличие от ультразвука, здесь используются низкочастотные колебания большой амплитуды.
Как это работает
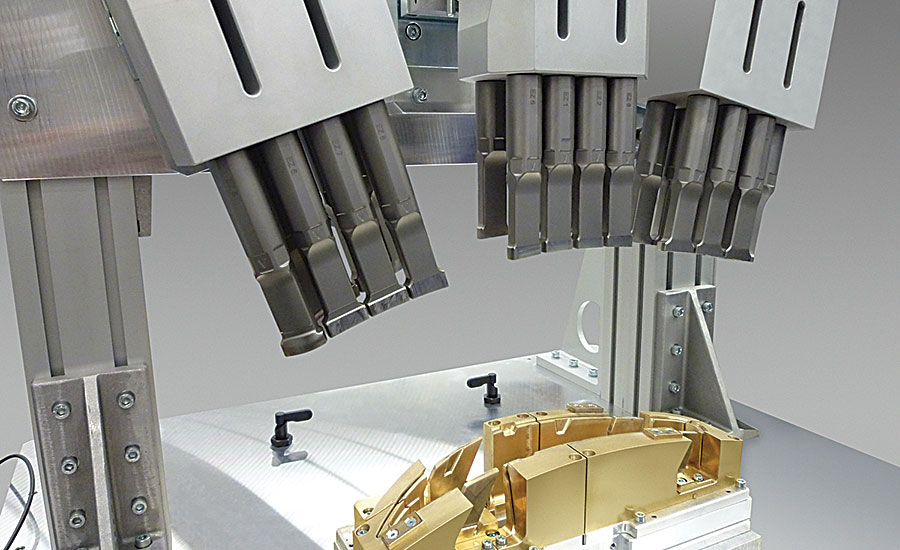
Одна деталь надежно зафиксирована, а другая быстро осциллирует в плоскости соединения (обычно это линейные возвратно-поступательные движения с частотой порядка 100–240 Гц). При плотном прижатии деталей друг к другу возникающее трение выделяет тепло по всей площади контакта, плавя материал на стыке.
После нескольких секунд вибрации движение прекращается, и расплавленная прослойка застывает под давлением, образуя прочный сварной шов.
Таким образом, по механизму нагрева вибросварка похожа на ультразвуковую, но работает на более низкой частоте и большей амплитуде движения, что позволяет сваривать крупные поверхности.
После нескольких секунд вибрации движение прекращается, и расплавленная прослойка застывает под давлением, образуя прочный сварной шов.
Таким образом, по механизму нагрева вибросварка похожа на ультразвуковую, но работает на более низкой частоте и большей амплитуде движения, что позволяет сваривать крупные поверхности.
Разновидности вибросварки
- Наиболее распространена линейная вибрационная сварка, описанная выше – когда деталь трется в одном направлении.
- Существуют также установки для орбитальной вибросварки, где верхняя деталь движется по круговой траектории во всех направлениях плоскости. Орбитальная схема сложнее в реализации, но позволяет сваривать конструкции с неосевым соединением, равномерно прогревая весь контур шва.
- Также иногда отдельно упоминают вращательную (спиновую) сварку, но фактически ее можно считать частным случаем вибрационной: вращение одной детали относительно другой с осевым давлением создает трение (применимо только для круглых деталей, например, колпачков и резервуаров).
Компания Emerson (Branson) предлагает вибросварочные машины, способные работать и в линейном, и в орбитальном режиме – это увеличивает гибкость в выборе формы шва для разных изделий.
Преимущества вибрационной сварки:
Сварка крупных и сложных по форме деталей. Вибрационная технология отлично подходит для соединения больших пластиковых компонентов, где ультразвуковая сварка неприменима из-за ограниченной площади сонотрода.
Например, методом вибросварки можно герметично стыковать половины объемных изделий – от автомобильных бамперов и воздуховодов до крупногабаритных ящиков и панелей. При этом специальные энергопроводящие гребни на деталях не требуются – трение возникает по всей контактной поверхности, достаточно чтобы она была ровной и подходила для относительного смещения деталей.
Высокая прочность и герметичность шва. За счет прогрева всей плоскости соединения шов получается однородным, прочным и водонепроницаемым по всей площади, без несваренных участков.
Вибросварка обеспечивает качество соединения, требуемое для ответственных узлов (например, топливных баков или впускных коллекторов автомобиля).
Отсутствие расходных материалов и предварительной подготовки. Как и ультразвук, вибрационный метод не нуждается в клеях, стержнях или прокладках – сварка происходит непосредственно материалом деталей. Также обычно не требуется специальной подготовки кромок (фрезеровки, зачистки) – достаточно очистить детали от загрязнений, остальное сделает трение.
Быстрота процесса. Цикл вибросварки, как правило, укладывается в несколько секунд (порядок 2–10 cек. в зависимости от размера детали и толщины шва).
Несмотря на более длительный цикл, чем у ультразвука, вибросварка все же весьма быстра, особенно по сравнению с клеевыми технологиями или болтовым крепежом. Высокая скорость особенно ценна в массовом производстве больших узлов.
Энергоэффективность и экологичность. Принцип вибрационной сварки не предполагает открытого нагревателя – энергия тратится только на трение в стыке. Это достаточно экономичный процесс, не выделяющий дымов и требующий минимум вентиляции (в отличие от сварки горячим газом, где есть потоки горячего воздуха). Отсутствие клея или растворителей исключает и испарения, вредные для окружающей среды.
Ограничения и требования
- Для успешной вибросварки форма соединяемых поверхностей должна допускать микросмещение деталей. Практически это означает, что шов должен быть плоским и расположенным в горизонтальной плоскости – иначе детали не смогут тереться друг о друга по правильной траектории.
- Кроме того, вибрацию сложнее применить к очень малым деталям или тонкостенным хрупким изделиям – они могут деформироваться из-за амплитудных колебаний.
- Минимальная толщина пластика обычно порядка 1–2 мм, чтобы выдержать нагрузку при вибрации (слишком тонкие < 2 мм стенки лучше сваривать ультразвуком).
- Оборудование для вибрационной сварки – это довольно громоздкие и сложные станки с виброприводом и системами балансировки, поэтому стоимость таких машин высока. Их имеет смысл применять на средней и большой серии продукции, где затраты окупятся.
- Еще один нюанс – совместимость материалов: как и при ультразвуке, свариваются только термопласты, и обычно пары из идентичных или схожих полимеров. Разнородные пластики не образуют прочного соединения (если только один из них не имеет очень низкую температуру плавления, чтобы сплавиться со вторым). Однако на практике это редко проблема, так как обычно соединяют детали из одного материала.
Применение вибрационной сварки
Этот метод незаменим в отраслях, где нужно с высокой прочностью соединять крупные пластиковые детали сложной формы. В автомобильной промышленности вибросварка широко используется для изготовления топливных баков, воздуховодов, ресиверов, корпусов воздушных фильтров, приборных панелей, элементов бамперов и других габаритных деталей. Такие соединения должны выдерживать вибрации, давление, перепады температур – вибросварка обеспечивает необходимую надежность.
- В производстве бытовой техники методом вибрации сваривают корпуса стиральных и посудомоечных машин, баки для воды, кожухи насосов – то есть части приборов, испытывающие нагрузку и контакт с жидкостями.
- В медицинском оборудовании вибрационно соединяют пластиковые корпуса приборов, требующие герметичности (например, блоки анализаторов, стерилизаторы).
- В электронной промышленности – корпуса крупных электрощитовых блоков, телекоммуникационных шкафов из пластика, где нужна прочная сварка без шурупов. Таким образом, сфера применения вибрационной сварки во многом дополняет ультразвуковую: она берет на себя крупные узлы и изделия, где ультразвук бессилен. Часто оба метода применяются на одном предприятии для разных задач. Например, при производстве современного автомобиля десятки узлов могут свариваться ультразвуком (мелкие детали интерьера, крепления) и одновременно другие десятки узлов – вибрацией (емкости, воздуховоды, панели).
Оборудование и лидеры рынка
Машины для вибрационной сварки по конструкции сложнее ультразвуковых прессов. Они содержат мощный вибрационный привод (электромеханический или гидравлический) и массивные зажимные приспособления для удержания крупных деталей. На мировом рынке известны производители такого оборудования – в их числе Branson (Emerson), Dukane, Herrmann, Leister и другие. В последние годы активно развиваются и азиатские производители.
- Например, компания MP Sonic предлагает линейку надежных вибрационных сварочных машин разных размеров и типов привода, способных закрывать потребности от автопрома до мелких изделий.
- В то же время оборудование Branson традиционно считается эталоном по точности и стабильности шва, особенно с внедрением новейшей технологии Clean Vibration для сверхчистых сварных соединений с минимумом облоя.
При выборе оборудования важно учесть требуемые размеры рабочей зоны, усилие прижима, тип материала и др. Оптимальным решением может быть обращение к системному интегратору, который подскажет, какая модель или технология лучше под задачу.
Применение и интеграция: мировой опыт и российский рынок
Высокая эффективность ультразвуковой и вибрационной сварки подтверждается их многолетним применением в различных индустриях по всему миру. Международные примеры демонстрируют, что эти технологии стали стандартом на конвейерах ведущих производителей. Например, автомобильные концерны используют ультразвук и вибросварку при сборке автомобилей: Emerson отмечает, что решения Branson обеспечивают быструю и надежную сварку бамперов, задних фонарей, приборных панелей и множества других деталей авто, практически без швов и крепежей.
Производители медицинских устройств применяют ультразвуковую сварку для герметизации изделий с высокими требованиями к чистоте – она дает точные и стерильные швы, снижая себестоимость сборки.
В электронике технология позволяет создавать корпусные соединения любой формы без винтов и клея, сохраняя эстетичный вид и прочность.
В электронике технология позволяет создавать корпусные соединения любой формы без винтов и клея, сохраняя эстетичный вид и прочность.
Отдельно стоит отметить, что методы термосварки пластика хорошо вписываются в концепцию экологичного производства: отсутствие клеевых материалов повышает перерабатываемость изделий и уменьшает отходы, а легкость автоматизации способствует сокращению энергопотерь. Именно поэтому мировые лидеры интеграции, такие как KUKA, предлагают готовые роботизированные ячейки для ультразвуковой сварки пластиков – робот с ультразвуковым модулем способен за секунды выполнять соединение, управляемое единым контроллером на линии.
Комплексный подход (робот + сварочный агрегат) обеспечивает высокую скорость сборки и простоту программирования, что снижает порог внедрения такой автоматизации даже для средних производств.
Что касается российского рынка, интерес к технологиям соединения пластиков неуклонно растет. В условиях импортозамещения и развития локального машиностроения многие предприятия активно внедряют ультразвуковые и вибрационные установки в свои цеха, чтобы повысить качество продукции и конкурентоспособность.
В России уже налажено собственное производство и интеграция подобного оборудования. Например, компания МетКомМаш (МКМ), системный интегратор с более чем 15-летним опытом в индустрии пластиков, специализируется на применении ультразвуковых и вибрационных систем в промышленных проектах. МКМ осуществляет проектирование и изготовление оснастки (сонотродов, держателей) под конкретные изделия, обеспечивает поставку ультразвукового оборудования для сварки пластика и металла, а также разрабатывает машины линейной вибросварки отечественной сборки.
В портфолио компании – внедрение как автономных сварочных станков, так и комплексных роботизированных комплексов, где сварка интегрирована в состав автоматической линии. При реализации проектов делается упор на качество и надежность: так, МетКомМаш сотрудничает с мировыми лидерами отрасли.
Оборудование Branson (Emerson) применяется для задач, требующих высочайшей точности и стабильности результатов, а также используется оборудование MP Sonic, зарекомендовавшее себя как надежное и долговечное в эксплуатации. Такой подход best of both позволяет подбирать решение под бюджет и требования клиента, не жертвуя качеством сварных швов. Специалисты компании помогают на всех этапах – от подбора технологии и лабораторной отработки режима сварки на образцах до пусконаладки оборудования у заказчика и обучения персонала.
Можно уверенно сказать, что сейчас в России сформировалась необходимая экспертиза для широкого внедрения современных способов сварки пластмасс. Автомобильные заводы, производители бытовой техники, медицинского инвентаря, упаковки уже используют ультразвук и вибросварку в своих цехах.
Системная интеграция этих технологий – ключ к повышению производительности и качества, особенно когда речь идет об автоматизированном массовом выпуске.
При поддержке опытных инженерных компаний внедрение проходит быстро и дает ощутимый эффект: снижаются циклы сборки, исключаются дефекты, продукция приобретает конкурентные преимущества. А грамотный выбор метода сварки для каждого конкретного узла, будь то ультразвук для небольших прецизионных деталей или вибрация для крупногабаритных соединений, позволяет оптимизировать производство по всем параметрам.
Заключение
Технологии неразъемного соединения термопластов, особенно ультразвуковая и вибрационная сварка, зарекомендовали себя как эффективные, экономичные и надежные решения для современной промышленности. Ультразвук обеспечивает сверхбыструю и чистую сварку мелких и средних деталей с ювелирной точностью, тогда как вибросварка позволяет брать под контроль крупные узлы, добиваясь прочности литьевого изделия.
Вместе эти методы покрывают львиную долю задач по сварке пластиков, существенно опережая альтернативы вроде клея по скорости и качеству результата. Недаром мировые лидеры производства пластмассовых изделий сделали ставку на данные технологии, а оборудование от компаний уровня Emerson и KUKA стало эталоном интегрированных решений.
В России наблюдается тот же тренд: накоплена экспертиза и доступно оборудование, позволяющее внедрять ультразвуковые и вибрационные системы на предприятиях любой отрасли.
Мы в МетКомМаш более 15 лет занимаемся инженерной интеграцией технологий сварки пластиков — от ультразвуковой до вибрационной.
За это время мы убедились: выбор оборудования — это только половина задачи. Настоящий результат приходит тогда, когда технологии соединения становятся частью производственной логики, когда каждый сонотрод рассчитан под нагрузку, а каждый узел проходит реальное тестирование. Мы не просто поставляем оборудование, а проектируем решения — от FEM-анализа до запуска автоматизированных линий с учётом геометрии деталей, материалов и режимов сварки.
Ультразвуковая сварка пластика, вибрационная сварка, автоматизация, точная инженерия — всё это работает тогда, когда внедрением занимаются профессионалы, понимающие, как ведёт себя пластик на производстве. Именно такой подход мы и реализуем в своей работе — как системный интегратор с промышленной экспертизой и реальными проектами за плечами.